
Maintaining an effective corrosion management program is essential for achieving high reliability at any oil and gas production or refining facility, according to project officials from industry contractor Bechtel.
Sameer V. Ghalsasi , a NACE International member and materials specialist at Bechtel Oil, Gas and Chemicals in Houston, Texas, explained the most important elements of such a program in a presentation1 at the recent NACE Corrosion Risk Management Conference, held May 23-25 in Houston, Texas.
“An effective corrosion management program is necessary for successful operations,” Ghalsasi says. “This process starts as early as the conceptual design phase, and it continues throughout the design life of the facility.”

Identification of Corrosion Threats
In the early stages of development, a comprehensive list of all probable corrosion threats should be compiled. From there, each threat is evaluated based on process conditions, past experience, industry standards, and simulation models, if available.
For example, Ghalsasi reports that in a recent case involving a water treatment facility (Figure 1), the most probable corrosion threats to the plant were identified early in the process as carbon dioxide (CO2) corrosion, external atmospheric corrosion, and microbiologically influenced corrosion (MIC).
The determination of those threats is much simpler for brownfield projects, or expansions of existing facilities. This is because historic data are available from the operations team for that facility, and exact information about site conditions is also available.
“The operations team’s past experience plays a vital role in determining the credible threats and the mitigation measures,” Ghalsasi says. Meanwhile, identifying the threats for a greenfield project—or new facility—is more challenging. This is because only a limited amount of process data are available, and it becomes even more difficult to predict variations in the process parameters during future startup and shutdown periods, during upset conditions, and during future chemical injections.
“In those situations, the corrosion assessments are usually based upon past experience or experimental results,” Ghalsasi says.
Life-Cycle Cost Analysis
Once credible corrosion threats are identified, the next step in the process is to determine the feasibility of using low-cost construction materials—such as carbon steel (CS). This life-cycle cost analysis provides the means to assess the viability of CS.
The total cost analysis for using CS should include capital expenditures such as the costs for materials, fabrication, quality control, logistics, and procurement; operational expenditures like monitoring, inspection, maintenance, repair, materials and chemicals supply, training, and management costs; and the cost of failure. The costs of failure would include any loss of production or materials, as well as the costs of repair and punitive costs due to personnel and environmental safety incidents.
A similar analysis can also be made for considering a suitable corrosion-resistant alloy or a non-metallic material.
Looking at recent cases, Bechtel found that the most suitable construction material could vary based on the objective of the particular process unit. For large diameter pipelines that cover long distances and are designed for limited service life, CS can be economical, even with the high operating cost due to corrosion management and maintenance.
However, for pipelines that are relatively smaller and cover shorter distances, the initial savings in capital expenditures from using CS are surpassed by the operational expenditures over the service life. In that situation, using a corrosion-resistant alloy has proven to be more economical over the long run, Ghalsasi says.
Corrosion Control Strategies
Once the analysis is completed, the next step in the process of developing a corrosion management strategy is to determine the corrosion control technologies to be used. Numerous industry standards provide guidelines for the threat assessment and control selection.
One control strategy often implemented in oil and gas facilities is material selection. Depending on the predicted corrosion mechanisms, materials and/or heat treatments are chosen. Additionally, expected corrosion rates are calculated for the projected life of the unit, and a suitable corrosion allowance is selected for the service life.
Another oft-used solution can be external coatings, like paint. This is the primary defense mechanism for atmospheric corrosion. The coatings require normal maintenance, including touch-up of any damaged areas and possibly a full repainting every 10 to 15 years to ensure that the protection is maintained.
Similarly, linings are effective barriers for internal corrosion due to process fluid. These internal linings often require special application processes and equipment, and they are normally suitable for large tanks and vessels. Meanwhile, cladding with a corrosion-resistant alloy can be a solution when maintenance of other internal linings is not practical.
Coating is often selected in conjunction with cathodic protection (CP), which can be used on buried or immersed metallic components and structures. Sacrificial anode (passive) and impressed current (active) are two popular techniques of CP, Ghalsasi says.
Other solutions include corrosion inhibitors and chemical injection. Within the inhibitors, neutralizing inhibitors and filming corrosion inhibitors comprise the most popular categories. Neutralizing inhibitors control the pH of the process fluid, while filming corrosion inhibitors form a protective barrier on metal surfaces.
“Inhibitor selection is perhaps the most critical step in the development of a successful corrosion inhibition program,” Ghalsasi says.
Some factors considered in inhibitor selection are the uninhibited corrosion rate, wall shear stress, temperature, the total dissolved solids, the solubility of the inhibitor in water, the inhibitor’s compatibility with other production chemicals and with handling and storage materials, and environmental regulations.
The final inhibitor selection then typically involves laboratory or field testing.
“Focusing solely on the efficiency of a corrosion inhibitor is not sufficient,” Ghalsasi says. “The availability of the inhibitor plays an equally important role in corrosion management. The inhibitor availability also takes into account any practical limitations in the deployment of a corrosion inhibitor into the system.”
Meanwhile, various types of chemicals can also be injected to reduce the corrosion rate, including biocides and oxygen scavengers. However, some chemicals may promote undesired corrosion effects if used improperly.
“In order to avoid undesirable effects, a chemical injection program is almost always coupled with a monitoring and inspection program,” Ghalsasi says. “For petroleum refineries, NACE SP01142 provides guidelines for the location, design, performance verification, and the monitoring of the injection and process mix points.”
Corrosion Monitoring and Inspection

Once corrosion threats and the respective controls are identified, the next step in management is to select proper monitoring and inspection techniques to determine the effectiveness of the deployed barriers. Some barriers are active and require constant surveillance or monitoring, while routine inspection may be adequate for other barriers.
Depending on the technique used, corrosion monitoring can detect corrosion while it is happening, whereas inspection reveals the end effects of corrosion that have already taken place.
“Both techniques are essential for a successful corrosion management program, and they allow corrosion engineers to take the necessary actions to prevent future corrosion losses,” Ghalsasi says.
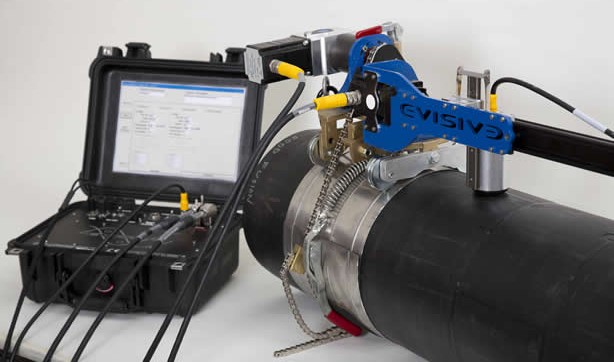
Some of the most common monitoring techniques include online methods such as mass loss coupons, electrical resistance (ER) probes, linear polarization resistance (LPR) probes, and hydrogen probes. A new technology involving the use of online UT measurements and data transfer through a wireless router can provide high precision rate measurements, allowing trouble to be addressed before too much material has been lost (Figure 2).
Additionally, sampling stations are sometimes provided at key locations in the process facility. With sampling stations, the extracted process fluid can then be further analyzed for electrochemical properties—which, in turn, can give a greater understanding of the corrosion characteristics of the process fluid.
“This type of monitoring is offline monitoring,” Ghalsasi says of the sampling stations. “While it allows greater flexibility and reliability, it does require more time.”
Meanwhile, some of the commonly used inspection techniques are visual inspection, radiographic testing (RT), ultrasound testing (UT), eddy current testing (ECT), magnetic particle testing (MT), and liquid penetrant testing (PT).
Program Performance Review and Management
The final step in Bechtel’s suggested process is the program performance review, which involves receiving feedback on the reporting and analysis of measurements obtained from chemical injection, corrosion monitoring, and inspection. This step also acts as the interface between the corrosion engineering team, operations team, and facility management.
“Hence, the information reported should be meaningful to all interested parties,” Ghalsasi says.
“Apart from communicating the technical details such as inhibitor qualities, corrosion rates, and wall thickness measurements, it is equally essential to talk in terms of cost, man-hours, and schedule,” he adds.
Ghalsasi also noted that several key performance indicators (KPIs), such as the availability of corrosion inhibitors, could assist in the effective reporting of information obtained in the corrosion management program. One example is a cost of corrosion KPI, where the corrosion damage sustained during a monitoring cycle is converted into an equivalent dollar value. Another is an equipment maintenance completed KPI, which measures the percentage of maintenance activities completed in a given cycle.
“Communication with facility operations staff plays a vital role in the development of this strategy,” Ghalsasi says. “Historic data and past experience obtained from the facility are of paramount importance in this process.”
The information reported in terms of KPIs is then reviewed and analyzed in order to take any necessary corrective actions.
“The types of corrosion threats and their controlling techniques can vary largely depending on the nature of the facility, its location, and the degree of criticality of a system, piece of equipment, and/or associated piping,” Ghalsasi says.
“There is no single flowchart or one procedure that can cover all the requirements,” he adds. “However, these components can form a central theme for a successful corrosion management program.”
Contact Sameer V. Ghalsasi, Bechtel—e-mail: svghalsa@bechtel.com.
By Ben DuBose on 6/30/2016 3:41 PM
References
1 S. Ghalsasi, B. Fultz, R. Colwell, “Primary Constituents of a Successful Corrosion Management Program,” NACE Corrosion Risk Management Conference, paper no. RISK16-8734 (Houston, TX: NACE International, 2016).
2 NACE SP0114-2014, “Refinery Injection and Process Mix Points” (Houston, TX: NACE, 2014).
{kind=link}